|
小物・薄板の精密板金加工、試作加工 (有)長井技研
山形県長井市の町工場
|
|
|
資料館(鋼材・材料) >> 3.JISに規定される鉄鋼(金属材料)の種類・特性・用語など
|
|
|
|
|
|
|
●電気亜鉛めっき鋼板及び鋼帯(SEHC、SEHD、SECC、SECD など)
引用元 : JIS G 3313:2005 電気亜鉛めっき鋼板及び鋼帯 |
|
|
- JIS G 3313 電気亜鉛めっき鋼板及び鋼帯 − Electrolytic zinc-coated steel sheets and coils
|
| 【 電気亜鉛めっき鋼板及び鋼帯(SEHC、SEHD、SECC、SECD など) 】 |
1.適用範囲
この規格は、電気亜鉛めっき鋼板及び鋼帯(以下、板及びコイルという。)について規定する。電気亜鉛めっき鋼板及び鋼帯に使用する原板は、通常、JIS
G 3113、 JIS G 3131、 JIS G 3134、 JIS G 3135 及び JIS G 3141 による。ただし、JIS
G 3141 による原板は、通常ダル仕上げの標準調質とする。
備考: この規格の対応国際規格を、次に示す。
なお、対応の程度を表す記号は、ISO/IEC Guide 21 に基づき、IDT(一致している)、MOD(修正している)、NEQ(同等でない)とする。
ISO 5002:1999, Hot-rolled and cold-reduced electrolytic zinc-coated carbon
steel sheets of commercial and drawing qualities (MOD)
2.引用規格
次に掲げる規格は、この規格に引用されることによって、この規格の規定の一部を構成する。これらの引用規格は、その最新版(追補を含む。)を適用する。
- JIS B 7721 引張・圧縮試験機 - 力計測系の校正・検証方法
- JIS G 0404 鋼材の一般受渡し条件
- JIS G 0415 鋼及び鋼製品 - 検査文書
- JIS G 0594 無機被覆鋼板のサイクル腐食促進試験方法
- JIS G 1257 鉄及び鋼 - 原子吸光分析方法
- JIS G 3101 一般構造用圧延鋼板
- JIS G 3113 自動車構造用熱間圧延鋼板及び鋼帯
- JIS G 3131 熱間圧延軟鋼板及び鋼帯
- JIS G 3134 自動車用加工性熱間圧延高張力鋼板及び鋼帯
- JIS G 3135 自動車用加工性冷間圧延高張力鋼板及び鋼帯
- JIS G 3141 冷間圧延鋼板及び鋼帯
- JIS G 3193 熱間圧延鋼板及び鋼帯の形状、寸法、質量及びその許容差
- JIS H 0401 溶融亜鉛めっき試験方法
- JIS H 8502 めっきの耐食性試験方法
- JIS K 0119 蛍光X線分析方法通則
- JIS K 5621 一般用さび止めペイント
- JIS K 8001 試薬試験方法通則
- JIS Z 2201 金属材料引張試験片
- JIS Z 2241 金属材料引張試験方法
- JIS Z 2244 ビッカース硬さ試験 - 試験方法
- JIS Z 2245 ロックウェル硬さ試験 - 試験方法
- JIS Z 8401 数値の丸め方
3.種類及び記号
電気亜鉛めっき鋼板及び鋼帯の種類は、熱間圧延原板(以下、熱延原板という。)を用いて16種類、冷間圧延原板(以下、冷延原板という。)を用いて16種類とし、その記号は、表1
及び 表2 による。
表1 種類の記号(熱延原板を用いた場合) (単位:mm)
| 種類の記号 |
適用する表示厚さ(1) |
適用 |
| 主な用途 |
対応するJIS原板
の種類の記号 |
| SEHC |
1.6以上 4.5以下 |
一般用 |
SPHC |
| SEHD |
絞り用 |
SPHD |
| SEHE |
1.6以上 4.5以下 |
深絞り用 |
SPHE |
| SEFH490 |
1.6以上 4.5以下 |
加工用 |
SPFH490 |
| SEFH540 |
SPFH540 |
| SEFH590 |
SPFH590 |
| SEFH540Y |
2.0以上 4.0以下 |
高加工用 |
SPFH540Y |
| SEFH590Y |
SPFH590Y |
| SE330 |
1.6以上 4.5以下 |
一般構造用 |
SS330 |
| SE400 |
SS400 |
| SE490 |
SS490 |
| SE540 |
SS540 |
| SEPH310 |
1.6以上 4.5以下 |
構造用 |
SAPH310 |
| SEPH370 |
SAPH370 |
| SEPH400 |
SAPH400 |
| SEPH440 |
SAPH440 |
注(1) 表示厚さは、9.a) による。
備考 : SEHC、SEHD 及び SEHE について、表1以外の表示厚さは、受渡当事者間の協定による。
表2 種類の記号(冷延原板を用いた場合) (単位:mm)
| 種類の記号 |
適用する表示厚さ(1) |
適用 |
| 主な用途 |
対応するJIS原板
の種類の記号 |
| SECC |
0.4以上 3.2以下 |
一般用 |
SPCC |
| SECD |
0.4以上 3.2以下 |
絞り用 |
SPCD |
| SECE |
0.4以上 3.2以下 |
深絞り用 |
SPCE |
| SECF |
0.4以上 3.2以下 |
非時効性深絞り用 |
SPCF |
| SECG |
0.4以上 3.2以下 |
非時効性超深絞り用 |
SPCG |
| SEFC340 |
0.6以上 2.3以下 |
絞り加工用 |
SPFC340 |
| SEFC370 |
SPFC370 |
| SEFC390 |
0.6以上 2.3以下 |
加工用 |
SPFC390 |
| SEFC440 |
SPFC440 |
| SEFC490 |
SPFC490 |
| SEFC540 |
SPFC540 |
| SEFC590 |
SPFC590 |
| SEFC490Y |
0.6以上 1.6以下 |
低降伏比形 |
SPFC490Y |
| SEFC540Y |
SPFC540Y |
| SEFC590Y |
SPFC590Y |
| SEFC780Y |
0.8以上 1.4以下 |
SPFC780Y |
| SEFC980Y |
SPFC980Y |
| SEFC340H |
0.6以上 1.6以下 |
焼付硬化形 |
SPFC340H |
注(1) 表示厚さは、9.a) による。
備考1.SECC の標準調質及び焼なましのままの電気亜鉛めっき鋼板及び鋼帯は、注文者の指定によって、引張試験を保証する場合、種類の記号の末尾にTを付けて SECCT とする。
備考2.SECG は、通常IF鋼で製造する。なおIF鋼とは、固溶するC及びNが極力少なくなる方法で製造した鋼をいう。
備考3.SECC、SECD、SECE、SECF 及び SECG について、表2以外の表示厚さは、受渡当事者間の協定による。
備考4.SECC、SECD、SECE、SECF 及び SECG の調質区分の記号は、表3による。
表3 調質区分及び記号
| 調質区分 |
記号 |
| 焼なましのまま |
A |
| 標準調質 |
S |
| 1/8硬質 |
8 |
| 1/4硬質 |
4 |
| 1/2硬質 |
2 |
| 硬質 |
1 |
4.めっきの付着量
電気亜鉛めっき鋼板及び鋼帯には、両面のメッキの付着量が同一のもの(以下、等厚めっきという。)と両面のメッキの付着量が異なるもの(以下、差厚めっきという。)及び片面だけめっきしたもの(以下、片面めっきという。)とがあり、めっきの付着量表示記号及び片面の最小付着量は
表4 による。ただし、差厚めっきの場合は、表4 のメッキの最小付着量の組合せとする。
めっきの付着量は、15.1 によって試験を行い、その表し方は次による。
- 板の場合は、積載された板の上面のめっきの最小付着量/下面のめっきの最小付着量(例:
E16/E16)とする。
- コイルの場合は、コイルの外面のめっきの最小付着量/内面のめっきの最小付着量(例:
E16/E32)とする。
- 片面めっきの場合は、片面めっきの鉄面/電気亜鉛めっき鋼板及び鋼帯の板又はコイルの面のめっきの最小付着量とする(例:
ES/E40)。
- 必要に応じて電気亜鉛めっき鋼板及び鋼帯の板又はコイルに差厚めっきであることを表すマークを付ける場合は、マークを付けた面のめっきの最小付着量の後にDを付記する(例:
E8/E16D)。
表4 めっきの付着量表示記号及び片面の最小付着量 (単位:g/m2)
| めっきの付着量表示記号 |
めっきの最小付着量(片面) |
(参考)
めっきの標準付着量
(片面) |
| 等厚めっきの場合 |
差厚めっきの場合 |
| ES |
- |
(1) |
- |
| EB |
2.5 |
- |
3 |
| E8 |
8.5 |
8 |
10 |
| E16 |
17 |
16 |
20 |
| E24 |
25.5 |
24 |
30 |
| E32 |
34 |
32 |
40 |
| E40 |
42.5 |
40 |
50 |
注(1) エッジ部を除きメッキ付着量50mg/m2以下とする。
備考 : 40g/m2を超えるめっきの付着量表示記号及び最小付着量は、受渡当事者間の協定による。
5.化成処理
電気亜鉛めっき鋼板及び鋼帯の化成処理の種類及び記号は、表5 による。ただし、特に指定のない限りクロム酸処理とする。
表5 化成処理の種類及び記号
| 化成処理の種類 |
記号 |
| クロム酸処理 |
C |
| りん酸処理 |
P |
| 無処理 |
M |
備考: 表5以外の化成処理の種類については、受渡当事者間で協定する。
6.塗油
電気亜鉛めっき鋼板及び鋼帯の塗油の種類及び記号は、表6 による。ただし、特に指定のない限り無塗油とする。
表6 塗油の種類及び記号
備考: 表5以外の化成処理の種類については、受渡当事者間で協定する。
7.化学成分
化学成分(溶鋼分析値)は、用いる原板に対応する引用規格による。
8.機械的性質
機械的性質は、次による。ただし、表1 の備考によって SEHC、SEHD 及び SEHE
の表示厚さを受渡当事者間で協定した場合、及び 表2 の備考3.によって SECC、SECD、SECE、SECF
及び SECG の表示厚さを受渡当事者間で協定した場合の機械的性質は、受渡当事者間の協定による。
a) 適用する機械的性質 :
電気亜鉛めっき鋼板及び鋼帯に適用する機械的性質は、曲げ性、降伏点又は耐力、引張強さ及び塗装焼付硬化量とする。
b) 曲げ性 :
電気亜鉛めっき鋼板及び鋼帯は、15.3 の試験を行い、その曲げ性は、表7、表8
又は 表9 による。なお、試験片の外側表面(試験片の幅の両端からそれぞれ7mm以上内側の部分)に、めっきはく離、素地のき裂(肉眼で認められるもの)及び破断を生じてはならない。
表7 曲げ性(熱延原板を用いた場合)
| 種類の記号 |
曲げの内側半径 |
試験片及び方向 |
| 表示厚さ mm |
| 1.6以上 2.0未満 |
2.0以上 3.2未満 |
3.2以上 |
| SEHC |
密着 |
密着 |
厚さの0.5倍 |
3号、圧延方向 |
| SEHD |
密着 |
密着 |
密着 |
| SEHE |
密着 |
密着 |
密着 |
| SEFH490 |
厚さの0.5倍 |
厚さの0.5倍 |
厚さの1.0倍 |
3号、圧延方向に直角 |
| SEFH540 |
厚さの1.0倍 |
厚さの1.0倍 |
厚さの1.5倍 |
| SEFH590 |
厚さの1.5倍 |
厚さの1.5倍 |
厚さの1.5倍 |
| SEFH540Y |
厚さの1.0倍 |
厚さの1.0倍 |
厚さの1.5倍 |
| SEFH590Y |
厚さの1.5倍 |
厚さの1.5倍 |
厚さの1.5倍 |
| SE330 |
厚さの0.5倍 |
厚さの0.5倍 |
厚さの0.5倍 |
1号、圧延方向
又は圧延方向に直角 |
| SE400 |
厚さの1.5倍 |
厚さの1.5倍 |
厚さの1.5倍 |
| SE490 |
厚さの2.0倍 |
厚さの2.0倍 |
厚さの2.0倍 |
| SE540 |
厚さの2.0倍 |
厚さの2.0倍 |
厚さの2.0倍 |
| SEPH310 |
密着 |
厚さの1.0倍 |
厚さの1.0倍 |
3号、圧延方向に直角 |
| SEPH370 |
厚さの0.5倍 |
厚さの1.0倍 |
厚さの1.0倍 |
| SEPH400 |
厚さの1.0倍 |
厚さの1.0倍 |
厚さの1.0倍 |
| SEPH440 |
厚さの1.0倍 |
厚さの1.5倍 |
厚さの1.5倍 |
備考: 種類の記号にかかわらず、曲げ角度は180°とする。
表8 曲げ性(冷延原板、JIS G 3141 に対応する原板を用いた場合)
| 種類の記号 |
調質区分 |
内側半径 |
試験片及び方向 |
| SECC |
焼なましのまま |
密着 |
3号、圧延方向 |
| SECD |
標準調質 |
密着 |
| SECE |
| SECF |
| SECG |
| SECC |
1/8硬質 |
密着 |
| 1/4硬質 |
厚さの0.5倍 |
| 1/2硬質 |
厚さの1.0倍 |
| 硬質 |
- |
備考1.種類の記号にかかわらず、曲げ角度は180°とする。
備考2.焼なましのまま及び標準調質の電気亜鉛めっき鋼板及び鋼帯については、試験を省略することができる。
備考3.1/8硬質、1/4硬質及び1/2硬質の電気亜鉛めっき鋼板及び鋼帯は、注文者から要求がある場合に適用する。
表9 曲げ性(冷延原板、JIS G 3135 に対応する原板を用いた場合)
| 種類の記号 |
内側半径 |
試験片及び方向 |
| SEFC340 |
密着 |
3号、圧延方向に直角 |
| SEFC370 |
密着 |
| SEFC390 |
密着 |
| SEFC440 |
密着 |
| SEFC490 |
密着 |
| SEFC540 |
厚さの0.5倍 |
| SEFC590 |
厚さの1.0倍 |
| SEFC490Y |
密着 |
| SEFC540Y |
厚さの0.5倍 |
| SEFC590Y |
厚さの1.0倍 |
| SEFC780Y |
厚さの3.0倍 |
| SEFC980Y |
厚さの4.0倍 |
| SEFC340H |
密着 |
備考: 種類の記号にかかわらず、曲げ角度は180°とする。
c) 降伏点又は耐力、引張強さ、伸び及び塗装焼付硬化量 :
電気亜鉛めっき鋼板及び鋼帯は、15.の試験を行い、その降伏点又は耐力、引張強さ、伸び及びSEFC340の塗装焼付硬化量は、表10 又は 表11
による。なお、降伏点は、上降伏点とする。
表10 降伏点又は耐力、引張強さ及び伸び (熱延原板を用いた場合)
| 種類の記号 |
降伏点
又は
耐力
N/mm2 |
引張
強さ
N/mm2 |
伸び % |
試験片
及び
方向 |
| 表示厚さ mm |
1.6以上
2.0未満 |
2.0以上
2.5未満 |
2.5以上
3.15未満 |
3.15以上
3.2未満 |
3.2以上
4.0未満 |
4.0以上
4.5以下 |
| SEHC |
- |
270以上 |
29以上 |
29以上 |
29以上 |
29以上 |
31以上 |
31以上 |
5号、
圧延方向 |
| SEHD |
- |
270以上 |
32以上 |
33以上 |
35以上 |
35以上 |
37以上 |
39以上 |
| SEHE |
- |
270以上 |
33以上 |
35以上 |
37以上 |
37以上 |
39以上 |
41以上 |
| SEFH490 |
325以上 |
490以上 |
22以上 |
23以上 |
24以上 |
24以上 |
25以上 |
25以上 |
5号、
圧延方向に直角 |
| SEFH540 |
355以上 |
540以上 |
21以上 |
22以上 |
23以上 |
23以上 |
24以上 |
24以上 |
| SEFH590 |
420以上 |
590以上 |
19以上 |
20以上 |
21以上 |
21以上 |
22以上 |
22以上 |
| SEFH540Y |
295以上 |
540以上 |
- |
24以上 |
25以上 |
25以上 |
26以上 |
26以上 |
| SEFH590Y |
325以上 |
590以上 |
- |
22以上 |
23以上 |
23以上 |
24以上 |
24以上 |
| SE330 |
205以上 |
330〜430 |
26以上 |
26以上 |
26以上 |
26以上 |
26以上 |
26以上 |
5号、
圧延方向
又は
5号、
圧延方向に直角 |
| SE400 |
245以上 |
400〜510 |
21以上 |
21以上 |
21以上 |
21以上 |
21以上 |
21以上 |
| SE490 |
285以上 |
490〜610 |
19以上 |
19以上 |
19以上 |
19以上 |
19以上 |
19以上 |
| SE540 |
400以上 |
540以上 |
16以上 |
16以上 |
16以上 |
16以上 |
16以上 |
16以上 |
| SEPH310 |
(185以上) |
310以上 |
33以上 |
34以上 |
36以上 |
38以上 |
38以上 |
40以上 |
5号、圧延方向 |
| SEPH370 |
225以上 |
370以上 |
32以上 |
33以上 |
35以上 |
36以上 |
36以上 |
37以上 |
| SEPH400 |
255以上 |
400以上 |
31以上 |
32以上 |
34以上 |
35以上 |
35以上 |
36以上 |
| SEPH440 |
305以上 |
440以上 |
29以上 |
30以上 |
32以上 |
33以上 |
33以上 |
34以上 |
備考1.括弧内の数値は、参考値を示す。
備考2.1N/mm2=1MPa
表11 降伏点又は耐力、引張強さ、伸び及び塗装焼付硬化量 (冷延原板を用いた場合)
| 種類の記号 |
降伏点
又は
耐力
N/mm2 |
引張
強さ
N/mm2 |
伸び % |
塗装
焼付
硬化量
N/mm2 |
試験片
及び
方向 |
| 表示厚さ mm |
0.4以上
0.6未満 |
0.6以上
1.0未満 |
1.0以上
1.6未満 |
1.6以上
2.3未満 |
2.3以上
2.5未満 |
2.5以上 |
| SECC |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5号、
圧延方向
(2) |
| SECCT(1) |
|
270以上 |
34以上 |
36以上 |
37以上 |
38以上 |
38以上 |
39以上 |
|
| SECD |
- |
270以上 |
36以上 |
38以上 |
39以上 |
40以上 |
40以上 |
41以上 |
- |
| SECE |
- |
270以上 |
38以上 |
40以上 |
41以上 |
42以上 |
42以上 |
43以上 |
- |
| SECF |
- |
270以上 |
40以上 |
42以上 |
43以上 |
44以上 |
44以上 |
45以上 |
- |
| SECG |
- |
270以上 |
42以上 |
44以上 |
45以上 |
46以上 |
46以上 |
- |
- |
| SEFC340 |
175以上 |
340以上 |
- |
34以上 |
35以上 |
35以上 |
- |
- |
- |
5号、
圧延方向
に直角 |
| SEFC370 |
205以上 |
370以上 |
- |
32以上 |
33以上 |
33以上 |
- |
- |
- |
| SEFC390 |
235以上 |
390以上 |
- |
30以上 |
31以上 |
31以上 |
- |
- |
- |
| SEFC440 |
265以上 |
440以上 |
- |
26以上 |
27以上 |
27以上 |
- |
- |
- |
| SEFC490 |
295以上 |
490以上 |
- |
23以上 |
24以上 |
24以上 |
- |
- |
- |
| SEFC540 |
325以上 |
540以上 |
- |
20以上 |
21以上 |
21以上 |
- |
- |
- |
| SEFC590 |
355以上 |
590以上 |
- |
17以上 |
18以上 |
18以上 |
- |
- |
- |
| SEFC490Y |
225以上 |
490以上 |
- |
24以上 |
25以上 |
25以上 |
- |
- |
- |
| SEFC540Y |
245以上 |
540以上 |
- |
21以上 |
22以上 |
22以上 |
- |
- |
- |
| SEFC590Y |
265以上 |
590以上 |
- |
18以上 |
19以上 |
19以上 |
- |
- |
- |
| SEFC780Y |
365以上 |
780以上 |
- |
13以上 |
14以上 |
14以上 |
- |
- |
- |
| SEFC980Y |
490以上 |
980以上 |
- |
6以上 |
7以上 |
7以上 |
- |
- |
- |
| SEFC340H |
185以上 |
340以上 |
- |
34以上 |
35以上 |
35以上 |
- |
- |
30以上 |
注(1) SECCのうち、引張強さ及び伸びを保証するもの。
注(2) 5号試験片が採取できない場合、試験片形状及び伸びは、受渡当事者間の協定による。
備考1.厚さ0.6mm未満については、通常、引張試験を適用しない。
備考2.SECF、SECG は、製造工場出荷後6ヶ月間、非時効性を保証する。
備考3.1N/mm2=1MPa
d) 硬さ :
SECC の電気亜鉛めっき鋼板及び鋼帯は、15.6 の試験を行い、その値は、表12
による。
表12 硬さ
| 調質区分 |
硬さ |
| HRB |
HV |
| 1/8硬質 |
50〜71 |
95〜130 |
| 1/4硬質 |
65〜80 |
115〜150 |
| 1/2硬質 |
74〜89 |
135〜185 |
| 硬質 |
85 以上 |
170 以上 |
備考: 硬さは、ロックウェル硬さ(HRB)又はビッカース硬さ(HV)のいずれかを適用する。
9.寸法の表し方
電気亜鉛めっき鋼板及び鋼帯の寸法の表し方は、次による。
- 電気亜鉛めっき鋼板及び鋼帯の厚さは、めっき前の原板厚さを表示厚さとし、原板にメッキを施した後の厚さを製品厚さとする。
- 電気亜鉛めっき鋼板及び鋼帯の板の寸法は、表示厚さ、幅及び長さをミリメートルで表す。
- 電気亜鉛めっき鋼板及び鋼帯のコイルの寸法は、表示厚さ及び幅をミリメートルで表す。コイルの質量が計算質量による場合、その長さをメートルで表す。
10.標準寸法
電気亜鉛めっき鋼板及び鋼帯の標準表示厚さは、表13 による。
表13 標準表示厚さ (単位:mm)
0.40、 0.50、 0.60、 0.70、 0.80、 0.90、 1.0、 1.2、 1.4、 1.6、 1.8
2.0、 2.3、 2.5、 (2.6)、 2.8、 (2.9)、 3.2、 3.6、 4.0、 4.5 |
備考1.受渡当事者間の協定によって、0.65mm 及び 0.75mm を標準表示厚さとすることができる。
備考2.括弧以外の標準表示厚さの適用が望ましい。
11.寸法許容差
寸法許容差は、次による。ただし、表1 の備考によって SEHC、SEHD 及び SEHE
の表示厚さを受渡当事者間で協定した場合及び 表2 の 備考3. によって SECC、SECD、SECF
及び SECG の表示厚さを受渡当事者間で協定した場合の寸法許容差は、受渡当事者間の協定による。
a) 製品厚さの許容差 :
電気亜鉛めっき鋼板及び鋼帯の製品厚さの許容差は、次による。
- 製品厚さの許容差は、表示厚さを小数点以下3けたで運用したものに、表16 の相当めっき厚さを加えた数値に適用する。
- 製品厚さの測定箇所及び製品厚さの許容差は、表14 又は 表15 による。
- コイルの溶接部などの正常でない部分には適用しない。
表14 製品厚さの測定箇所及び製品厚さの許容差 (熱延原板を用いた場合)
| 種類の記号 |
厚さの測定箇所及び厚さの許容差 |
| SEHC、 SEHD、 SEHE |
附属書1 表1 による。 |
| SEFH490、 SEFH540、 SEFH590、 SEFH540Y、 SEFH590Y |
附属書1 表2 による。 |
| SE330、 SE400、 SE490、 SE540 |
附属書1 表3 による。 |
| SEPH310、 SEPH370、 SEPH400、 SEPH440 |
附属書1 表4 による。 |
表15 製品厚さの測定箇所及び製品厚さの許容差 (冷延原板を用いた場合)
| 種類の記号 |
厚さの測定箇所及び厚さの許容差 |
| SECC、 SECD、 SECE、 SECF、 SECG |
附属書1 表5 及び 附属書 表6 による。 |
SEFC340、 SEFC370、 SEFC390、 SEFC440、 SEFC490、
SEFC540、 SEFC590、 SEFC490Y、 SEFC540Y、 SEFC590Y、
SEFC780Y、 SEFC980Y、 SEFC340H |
附属書1 表7 による。 |
表16 相当めっき厚さ (単位:mm)
| めっきの片面付着量表示記号 |
EB |
E8 |
E16 |
E24 |
E32 |
E40 |
| 相当めっき厚さ(片面) |
0 |
0.001 |
0.003 |
0.004 |
0.005 |
0.006 |
備考: 11.a) 1) に使用する場合は、片面の相当めっき厚さの和とする。
b) 幅の許容差 :
電気亜鉛めっき鋼板及び鋼帯の幅の許容差は、表17 又は 表18 による。幅を測定する箇所は、コイルの正常な部分及び板の任意の箇所とする。
表17 幅の許容差 (熱延原板を用いた場合)
| 種類の記号 |
幅の許容差 |
SEHC、 SEHD、 SEHE、 SE330、 SE400、 SE490、
SE540、 SEPH310、 SEPH370、 SEPH400、 SEPH440 |
附属書1 表8 による。
カットエッジの場合は、
特に指定がない限り許容差Aによる。 |
| SEFH490、 SEFH540、 SEFH590、 SEFH540Y、 SEFH590Y |
附属書1 表9 による。 |
表18 幅の許容差 (冷延原板を用いた場合)
| 種類の記号 |
幅の許容差 |
| SECC、 SECD、 SECE、 SECF、 SECG |
附属書1 表10、附属書1 表11 又は 附属書1 表12 による。
カットエッジの場合は、
特に指定がない限り許容差Aによる。 |
SEFC340、 SEFC370、 SEFC390、 SEFC440、 SEFC490、
SEFC540、 SEFC590、 SEFC490Y、 SEFC540Y、 SEFC590Y、
SEFC780Y、 SEFC980Y、 SEFC340H |
附属書1 表13 による。 |
c) 長さの許容差 :
電気亜鉛めっき鋼板及び鋼帯の板の長さの許容差は、表19 又は 表20 による。長さを測定する箇所は、板の任意の箇所とする。
表19 長さの許容差 (熱延原板を用いた場合)
| 種類の記号 |
長さの許容差 |
SEHC、 SEHD、 SEHE、 SE330、 SE400、 SE490、
SE540、 SEPH310、 SEPH370、 SEPH400、 SEPH440 |
附属書1 表14 による。
この場合、特に指定がない限り許容差Aによる。 |
| SEFH490、 SEFH540、 SEFH590、 SEFH540Y、 SEFH590Y |
附属書1 表15 による。 |
表20 長さの許容差 (冷延原板を用いた場合)
| 種類の記号 |
長さの許容差 |
| SECC、 SECD、 SECE、 SECF、 SECG |
附属書1 表16 又は 附属書1 表17 による。 |
SEFC340、 SEFC370、 SEFC390、 SEFC440、 SEFC490、
SEFC540、 SEFC590、 SEFC490Y、 SEFC540Y、 SEFC590Y、
SEFC780Y、 SEFC980Y、 SEFC340H |
附属書1 表18 による。 |
12.形状
- 12.1 横曲がり
- 電気亜鉛めっき鋼板及び鋼帯の横曲がりの最大値は、表21 又は 表22 による。
表21 横曲がり (熱延原板を用いた場合)
| 種類の記号 |
横曲がり |
SEHC、 SEHD、 SEHE、 SE330、 SE400、 SE490、
SE540、 SEPH310、 SEPH370、 SEPH400、 SEPH440 |
附属書2 表1 又は 附属書2 表2 による。 |
| SEFH490、 SEFH540、 SEFH590、 SEFH540Y、 SEFH590Y |
附属書2 表3 又は 附属書2 表4 による。 |
表22 横曲がり (冷延原板を用いた場合)
| 種類の記号 |
横曲がり |
| SECC、 SECD、 SECE、 SECF、 SECG |
附属書2 表5 による。 |
SEFC340、 SEFC370、 SEFC390、 SEFC440、 SEFC490、
SEFC540、 SEFC590、 SEFC490Y、 SEFC540Y、 SEFC590Y、
SEFC780Y、 SEFC980Y、 SEFC340H |
附属書2 表6 による。 |
- 12.2 直角度外れ
- 電気亜鉛めっき鋼板及び鋼帯の板の直角度外れは、図1 の (l/b)×100(%)
で表し、1%を超えては成らない。
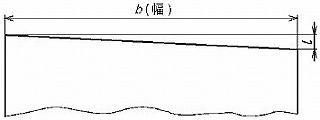
図1 板の直角度外れ
- 12.3 平たん度
- 電気亜鉛めっき鋼板及び鋼帯の板の平たん度は、表23 又は 表24 による。
表23 平たん度 (熱延原板を用いた場合)
| 種類の記号 |
平たん度 |
SEHC、 SEHD、 SEHE、 SE330、 SE400、 SE490、
SE540、 SEPH310、 SEPH370、 SEPH400、 SEPH440 |
附属書2 表7 による。 |
| SEFH490、 SEFH540、 SEFH590、 SEFH540Y、 SEFH590Y |
附属書2 表8 による。 |
表24 平たん度 (冷延原板を用いた場合)
| 種類の記号 |
平たん度 |
| SECC、 SECD、 SECE、 SECF、 SECG |
附属書2 表9 又は 附属書2 表10 による。 |
SEFC340、 SEFC370、 SEFC390、 SEFC440、 SEFC490、
SEFC540、 SEFC590、 SEFC490Y、 SEFC540Y、 SEFC590Y、
SEFC780Y、 SEFC980Y、 SEFC340H |
附属書2 表11 による。 |
13.質量
- 13.1 板の質量
- 電気亜鉛めっき鋼板及び鋼帯の板の質量は、通常、計算質量とし、計算方法及びその表し方は、表25 による。
表25 質量の計算方法
| 計算順序 |
計算方法 |
結果のけた数 |
| 原板の基本質量 kg/mm・m2 |
7.85 (厚さ1mm・面積1m2) |
- |
| 原板の単位質量 kg/m2 |
基本質量(kg/mm・m2)×表示厚さ(mm) |
有効数字4けたに丸める |
| めっき後の単位質量 kg/m2 |
原板の単位質量(kg/m2)+めっき量定数(表26又は表27による。) |
有効数字4けたに丸める |
| 板の面積 m2 |
幅(mm)×長さ(mm)×10-6 |
有効数字4けたに丸める |
| 1枚の質量 kg |
めっき後の単位質量(kg/m2)×面積(m2) |
有効数字3けたに丸める |
| 1結束の質量 kg |
1枚の質量(kg)×同一寸法の1結束内の枚数 |
kgの整数値に丸める |
| 総質量 kg |
各結束質量(kg)の総和 |
kgの整数値 |
備考1.総質量の計算方法は、板1枚の質量(kg)×総枚数でもよい。
備考2.厚さ、幅及び長さは、表示の寸法を用いる。
備考3.数値の丸め方は、JIS Z 8401 の規則Aによる。
表26 質量の計算に用いるめっき量定数 (等厚めっきの場合)
めっき付着量
表示記号 |
EB |
E8 |
E16 |
E24 |
E32 |
E40 |
| めっき量定数 |
0.006 |
0.018 |
0.036 |
0.054 |
0.072 |
0.090 |
表27 質量の計算に用いるめっき量定数 (差厚めっきの場合)
めっき付着量
表示記号 |
EB |
E8 |
E16 |
E24 |
E32 |
E40 |
| めっき量定数 |
- |
0.009 |
0.018 |
0.027 |
0.036 |
0.045 |
備考: 表25 の計算に用いる場合は、片面のめっき量定数の和とする。
- 13.2 コイルの質量
- 電気亜鉛めっき鋼板及び鋼帯のコイルの質量は、通常、実測質量とし、キログラムで表す。
14.外観
電気亜鉛めっき鋼板及び鋼帯は、使用上有害な欠陥があってはならない。ただし、コイルの場合、溶接部などの若干の正常でない部分はこの限りでない。
15.試験
15.1 めっきの付着量試験
- 15.1.1 供試材の採り方
- 供試材の採り方は、同一寸法、同一付着量の製品ごとに次による。
- 連続めっきしたコイル又は連続めっきしたコイルからの切板の場合は、50t 及びその端数ごとに1枚採る。
- 15.1.2 試験片の採り方
- 試験片の採り方は、JIS H 0401 の 3.2.1 (2)(試験片の採取位置及び大きさ)
の三点法、附属書3 又は 附属書4 の方法のいずれかによる。ただし、JIS H 0401
の三点法による試験片は、直径50〜60mmの円、又は一辺の長さ 45〜60mmの正方形とする。
- 15.1.3 試験方法
- 試験方法は、次のいずれかによる。ただし、塩化アンチモン法は、片面付着量20g/m2を超えるものについて適用する。受渡当事者間の協定によってオンラインで蛍光X線法を使ってもよい。
- JIS H 0401 の塩化アンチモン法
- JIS H 0401 のヘキサメチレンテトラミン法
- 附属書3 のEDTA法
- 附属書4 の蛍光X線法
- 15.1.4 めっきの付着量
- めっきの付着量は、それぞれの面について測定する。
- 15.1.3 の a) 及び b) の方法によって測定する場合は、試験片は採取後測定面の反対側にラッカーを塗装して乾燥させるか、又は幅広のテープをはり付けてめっき層の溶出を防ぐ方法を用いる。
- 15.1.5 鉄面のめっきの付着量試験方法
- 鉄面のめっきの付着量試験方法は、JIS G 1257、附属書3 又は 附属書4 の方法のいずれかによる。
- 15.2 めっきの耐食性試験
- めっきの耐食性試験を行う場合は、JIS H 8502 の 8.(サイクル試験方法)、又は
JIS K 5621 の 7.12(耐複合サイクル防食性)表4、又は JIS G 0594 の方法のいずれかによる。なお、この試験は、受渡当事者間の協定に基づいて実施するものとし、評価基準(基準値・特性値の設定)については、受渡当事者間で相談して決めてもよい。
15.3 曲げ試験
- 15.3.1 試験一般
- 曲げ試験の一般事項は、JIS G 0404 の 9.(機械的性質) による。
- 15.3.2 供試材の採り方
- 供試材の採り方は、同一寸法、同一付着量の製品ごとに 15.1.1 による。
- 15.3.3 試験片
- 試験片は、8.b) の 表7、表8 又は 表9 による。
- 15.3.4 試験方法
- 試験片の曲げ操作は、手動の万力(バイス)を用いて 図2 のように試験片の長手方向に180°曲げる。ただし、万力(バイス)を用いることができない場合は、その他の適切な方法で試験することができる。
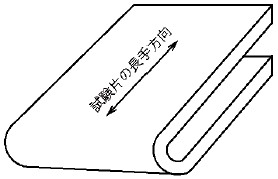
図2 曲げ試験の方向
15.4 引張試験
- 15.4.1 試験一般
- 引張試験の一般事項は、JIS G 0404 の 9.(機械的性質) による。
- 15.4.2 供試材の採り方
- 供試材の採り方は、同一寸法、同一付着量の製品ごとに15.1.1 による。
- 15.4.3 試験片
- 試験片は、JIS Z 2201 の5号試験片とし、供試材から1個採る。
- 15.4.4 試験方法
- 試験方法は、JIS Z 2241 による。
- 15.4.5 引張強さの算出に用いる厚さ
- 引張強さの算出に用いる厚さは、めっき層除去後の実測厚さ、又はめっき層を含めた実測厚さから相当めっき厚さを減じたものとする。
15.5 塗装焼付硬化量試験
- 15.5.1 試験一般
- 塗装焼付硬化量試験の一般事項は、JIS G 0404 の 9.(機械的性質) による。
- 15.5.2 供試材の採り方
- 供試材の採り方は、同一寸法、同一付着量の製品ごとに15.1.1 による。
- 15.5.3 試験片
- 試験片は、附属書5 による。
- 15.5.4 試験方法
- 試験方法は、附属書5 による。
15.6 硬さ試験
- 15.6.1 試験一般
- 硬さ試験の一般事項は、JIS G 0404 の 9.(機械的性質) による。
- 15.6.2 供試材の採り方
- 供試材の採り方は、同一寸法、同一付着量の製品ごとに15.1.1 による。
- 15.6.3 試験片
- 試験片は、JIS Z 2244 又は JIS Z 2245 による。
- 15.6.4 試験方法
- 試験方法は、JIS Z 2244 又は JIS Z 2245 による。
16.検査
- 16.1 検査
- 検査は、次による。
- めっきの付着量は、4.に適合しなければならない。
- 機械的性質は、8.に適合しなければならない。
- 寸法は、11.に適合しなければならない。
- 形状は、12.に適合しなければならない。
- 外観は、14.に適合しなければならない。
- 16.2 再検査
- めっきの付着量試験、曲げ試験、引張試験、塗装焼付硬化量試験及び硬さ試験の成績の一部が規定に適合しないときは更に、規定に適合しなかった試験について同一ロットから2倍数の試験片を採り、再試験を行うことができる。この場合すべてが規定に適合すれば、そのロットを合格とする。
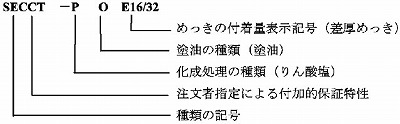
17.包装及び表示
検査に合格した電気亜鉛めっき鋼板及び鋼帯は、通常包装し、次の項目を適切な方法で表示する。ただし、受渡当事者間の協定によって、項目の一部を省略することができる。
- 種類の記号
- 付加的保証特性、化成処理、塗油等の記号(備考:これらの記号は、注文者の指定がある場合、表示する。)
- めっきの付着量表示記号
- 寸法
- 枚数又は質量
- 製造業者名又はその略称
- 製品の識別番号
表示例
18.注文時の確認事項
この規格に従った事項を適切に指定するために、受渡当事者は引合書及び注文書に次の情報を含めることがのぞましい。
- 種類の記号(表1及び表2)
- 寸法(標準厚さについては、表13)
- 調質区分及び記号(表3)
- めっきの付着量表示記号(表4)
- 化成処理の記号(表5)
- 塗油の記号(表6)
- 製品の1結束又は1コイルの最大質量及び最小質量
- 注文総質量
- 厚さの許容差(附属書1表5 及び 附属書1表6)、幅の許容差(附属書1表8、附属書1表9、附属書1表10、附属書1表11 及び 附属書1表12)、長さの許容差(附属書1表14、附属書1表16
及び 附属書1表17)
- コイルの場合、内径及び外径
- 可能な場合、用途、加工方法など
19.報告
あらかじめ注文者の要求のある場合には、製造業者は、検査文書を注文者に提出する。この場合、報告は、JIS
G 0404 の 13.(報告) による。検査文書の種類は、特に指定のない場合は、JIS
G 0415 の表1 の記号2.3 又は3.1.B とする。
【JIS G 3313:2005 電気亜鉛めっき鋼板及び鋼帯 の附属書】
- 附属書1 (規定) 電気亜鉛めっき鋼板及び鋼帯の寸法許容差
- この附属書は、電気亜鉛めっき鋼板及び鋼帯の寸法許容差について規定する。
- 附属書2 (規定) 電気亜鉛めっき鋼板及び鋼帯の形状許容限度
- この附属書は、電気亜鉛めっき鋼板及び鋼帯の形状について規定する。
- 附属書3 (規定) 電気亜鉛めっき鋼板及び鋼帯のEDTA法によるめっきの付着量試験方法
- この附属書は、電気亜鉛めっき鋼板及び鋼帯のEDTA法によるめっきの付着量試験方法について規定する。
- 附属書4 (規定) 電気亜鉛めっき鋼板及び鋼帯の蛍光X線によるめっきの付着量試験方法
- この附属書は、電気亜鉛めっき鋼板及び鋼帯の蛍光X線によるめっきの付着量試験方法について規定する。
- 附属書5 (規定) 塗装焼付硬化量試験方法
- この附属書は、電気亜鉛めっき鋼板及び鋼帯の塗装焼付硬化量の試験方法について規定する。
- 附属書6 (規定) ISO 5002 熱間及び冷間圧延電気亜鉛めっき鋼板一般用及び絞り用
- この附属書は、電気亜鉛めっきした一般用及び絞り用炭素鋼板の特性について規定する。
- めっき鋼板は、成形加工する部品又は補助部品の製造用であり、より塗装に適するように化成処理を行ったものである。
- 附属書7 (規定) JISと対応する国際規格との比較表
- 表本体は割愛する。
|
|
| 当サイト内における、全ての文章及び画像等ファイルの著作権は、有限会社 長井技研にあります。 |
無断転載、無断使用を禁じます(リンクはフリーです)。

|
|
| Copyright(C)2026 Nagai Giken Co.,Ltd. All Rights Reserved. |
|