|
小物・薄板の精密板金加工、試作加工 (有)長井技研 山形県長井市の町工場
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 資料館(鋼材・材料) >> 3.JISに規定される鉄鋼(金属材料)の種類・特性・用語など |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1.適用範囲 この規格は、熱間圧延ステンレス鋼板(以下、板という。)及び熱間圧延ステンレス鋼帯(以下、帯という。)について規定する。 備考: この規格の対応国際規格を、次に示す。なお、対応の程度を表す記号は、ISO/ITEC Guide21 に基づき、IDT(一致している)、MOD(修正している)、NEQ(同等でない)とする。 ISO 9444:2002, Continuously hot-rolled stainless steel trip, plate/sheet and cut length - Tolerances on dimensions and form (MOD) 2.引用規格 付表1 に示す規格は、この規格に引用されることによって、この規格の規定の一部を構成する。これらの引用規格は、その最新版(追補を含む。)を適用する。
3.種類の記号 熱間圧延ステンレス鋼板及び鋼帯の種類は、62種類とし、その種類の記号は、表1 による。 表1 種類の記号及び分類
例: SUS304-HP 備考2. 帯であることを記号で表す必要がある場合には、種類の記号の末尾に、 -HS を付記する。 例: SUS304-HS 4.化学成分
備考: SUS XM15J1 については、必要によって 表2 以外に Cu、Mo、Nb、Ti 及び N のうち一つ又は複数の元素を含有してもよい。
表3 オーステナイト・フェライト系の化学成分 (単位:%)
表4 フェライト系の化学成分 (単位:%)
備考2.SUS447J1 及び SUS XM27 は、Ni を0.50%以下、Cu を0.20%以下及び(Ni+Cu)を0.50%以下含有してもよい。さらに、表4 以外に、V、Ti 又は Nb のうち一つ又は複数の元素を含有してもよい。 備考3.SUS445J1 及び SUS445J2 は、必要によって表4以外に、Cu、V、Ti、又は Nb のうち一つ又は複数の元素を含有してもよい。 備考4.SUS430J1L は、必要によって表4以外に、V を含有してもよい。
表5 マルテンサイト系の化学成分 (単位:%)
備考2.SUS440A は、Mo を0.75%以下含有してもよい。 表6 析出硬化系の化学成分 (単位:%)
5.機械的性質 熱間圧延ステンレス鋼板及び鋼帯は、11.2 の試験を行い、その機械的性質は次による。ただし、再圧延用の帯については、受渡当事者間の協定による。
表7 オーステナイ系の機械的性質
備考1.HRBの測定値の報告書には、HRBS 又は HRBW を明記する。 備考2.1 N/mm2=1MPa b) 特に注文者の要求がある場合の SUS304N2 の機械的性質は、表8 による。この場合、種類の記号の末尾に、-X を付ける。 表8 SUS304N2-X の機械的性質
備考1.HRBの測定値の報告書には、HRBS 又は HRBW を明記する。 備考2.1 N/mm2=1MPa
備考1.HRBの測定値の報告書には、HRBS 又は HRBW を明記する。 備考2.1 N/mm2=1MPa
b) 焼入焼戻しを行った熱間圧延ステンレス鋼板及び鋼帯の硬さは、表12 による。この場合、供試材は、JIS G 0404 のA類、又は JIS G 0404 のB類による。 表11 マルテンサイト系の焼なまし状態の機械的性質
備考1.HRBの測定値の報告書には、HRBS 又は HRBW を明記する。 備考2.1 N/mm2=1MPa 表12 マルテンサイト系の焼入焼戻状態の硬さ
備考1.附属書1表5 以外の熱処理を行った SUS630 の機械的性質については、受渡当事者間の協定によることができる。 備考2.HRBの測定値の報告書には、HRBS 又は HRBW を明記する。 備考3.熱処理記号は、付表2 による。 備考4.1 N/mm2=1MPa
6.耐食性 粒界腐食試験による耐食性について、特に注文者の指定がある場合は、受渡当事者間で 11.3 から適用する試験方法を協定し、試験を行い、耐食性は受渡当事者間の協定による。 7.表面仕上げ 熱間圧延ステンレス鋼板及び鋼帯の表面仕上げは、表14 による。 表14 表面仕上げ
8.形状・寸法、質量及び許容差 8.1 標準寸法
表19 板の厚さ許容差 (記号B) (単位:mm)
表20 板の質量の算出に用いる加算値 (単位:mm)
備考2.マイナス側の許容差については、受渡当事者間で協議できる。 表22 ミルエッジの板の幅の許容差 (単位:mm)
備考2.マイナス側の許容差については、受渡当事者間で協議できる。
表26 帯の厚さの許容差 (記号ET) (単位:mm)
表27 帯の厚さの許容差 (記号ST) (単位:mm)
備考1.端末を切り捨てないコイルの場合、両端末の合計長さ、L(m)=90/(厚さ(mm)) には、適用しない。ただし、コイル当たり20mを超えてはならない。 備考2.A分類:B分類以外の鋼種 備考3.B分類:Ni を20%以上、Mo を2%以上又は、N を0.11%以上含有する鋼種。 表28 再圧延用の帯の同一帯内の厚さ変動許容差 (単位:mm)
表30 帯の幅の許容差 (記号EW) (単位:mm)
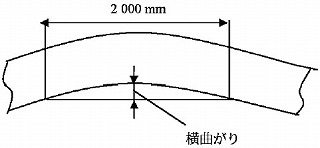 図1 帯の横曲がり 9.外観 外観は、次による。
10.製造方法 熱間圧延ステンレス鋼板及び鋼帯は、熱間圧延後、熱処理を行い、酸洗又はこれに準じる処理を行った後、必要に応じて適切なきょう正を行う。 なお、受渡当事者間の協定によって酸洗などの処理を省略してもよい。また、後工程で固溶化熱処理を行う管及び管継手の素材並びに再圧延用の素材として使用する場合には、受渡当事者間の協定によって、固溶化熱処理を省略してもよい。この場合、ARの記号を付記する。
11.試験 11.1 分析試験
12.検査 熱間圧延ステンレス鋼板及び鋼帯の検査は、次による。
13.表示 検査に合格した熱間圧延ステンレス鋼板及び鋼帯には、板についてはごと又は1結束ごとのいずれかに、帯については1結束ごとに次の項目を表示する。ただし、受渡当事者間の協定によって、項目の一部を省略することができる。
14.報告 製造業者は、注文者の要求があれば、この規格の規定又は別途指定された試験の成績表及び寸法、数量、納入状態などを記載した報告書を注文者に提出しなければならない。報告書には電送など電子媒体も含める。 ただし、検査文書の種類は、JIS G 0415 の 表1 の 2.3(受渡試験報告書) 又は 3.1.b(検査証明書) とする。 なお、表2〜5 の備考によって合金元素を添加した場合には、成績表に添加元素の含有量を付記する。 【付表1 引用規格】
【付表2 析出硬化系の熱処理記号】
【付表3 ステンレス鋼板の基本質量】 (単位:kg/mm・m2)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 当サイト内における、全ての文章及び画像等ファイルの著作権は、有限会社 長井技研にあります。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
無断転載、無断使用を禁じます(リンクはフリーです)。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Copyright(C)2026 Nagai Giken Co.,Ltd. All Rights Reserved. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||