|
小物・薄板の精密板金加工、試作加工 (有)長井技研 山形県長井市の町工場
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 資料館(鋼材・材料) >> 3.JISに規定される鉄鋼(金属材料)の種類・特性・用語など |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1.適用範囲 この規格は、重ね板ばね、コイルばね、トーションバーなど 主として熱間成形ばねに使用する ばね鋼鋼材(以下、鋼材という。)について規定する。 備考: この規格の対応国際規格を、次に示す。なお、対応の程度を表す記号は、ISO/ITEC Guide21 に基づき、IDT(一致している)、MOD(修正している)、NEQ(同等でない)とする。 ISO 683-14:2004, Heat-treatable steels, alloy steels and free-cutting steels - Part 14 : Hot rolled steels for quenched and tempered springs (MOD) 2.引用規格 次に掲げる規格は、この規格に引用されることによって、この規格の規定の一部を構成する。これらの引用規格は、その最新版(追補を含む。)を適用する。
3.種類の記号 ばね鋼鋼材は 8種類とし、その記号は、表1 による。 表1 種類の記号
4.製造方法 ばね鋼鋼材の製造方法は、次による。
5.化学成分 ばね鋼鋼材は、8.1 の試験を行い、その溶鋼分析値は、表2 による。 表2 ばね鋼鋼材の化学成分 (単位 : %)
備考1.各種類とも不純物として、Cu は、0.30%を超えてはならない。 備考2.注文者の要求によって、鋼材の製品分析を行う場合、8.1 によって試験を行い、表2 に対する許容変動値は、JIS G 0321 の表4 による。 備考3.表2 に規定のない元素は、受渡当事者間の協定がない限り、溶鋼を仕上る目的以外に意図的に添加してはならない。
6.外観及び形状、寸法並びにその許容差
6.3 形状、寸法及びその許容差 6.3.1 丸鋼、線材及び線
備考2.線材は、通常、直径32mm以下を適用する。 表4 熱間圧延鋼材(そのままばねに熱間成形されるもの)の寸法許容差 (単位 : mm)
備考2.丸鋼の曲がりは 1m につき 3mm 以下とし、全長に対しては、3mm×(長さ(m)/1m)以下とする。 備考3.表4 以外の寸法の許容差は、受渡当事者間の協定による。 注(2) 偏径差とは、丸鋼の同一断面における径の最大値と最小値の差をいう。
備考2.線材は、通常、直径14mm以下を適用する。 表6 冷間加工鋼材の寸法許容差 (単位 : mm)
備考2.表6 以外の寸法の許容差は、受渡当事者間の協定による。
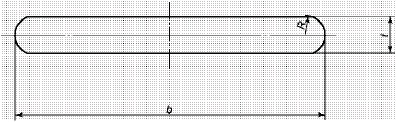
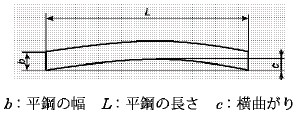
6.3.2 平鋼
7.脱炭 ばね鋼鋼材は使用上有害な脱炭があってはならない。脱炭層深さの許容限度は、受渡当事者間で協定してもよい。その場合の脱炭層深さの測定方法は、8.2 による。 8.試験
9.検査
10.表示 ばね鋼鋼材は、結束ごとに、次に項目を適切な方法で表示しなければならない。ただし、熱間圧延鋼材で径が30mmを超える丸鋼は、要求によってばね鋼鋼材ごとに表示してもよい。 なお、受渡当事者間の協定によって、次の一部を省略してもよい。
11.報告 JIS G 0404 の 13.(報告) による。ただし、注文時に特に指定がない場合は、検査文書の種類は JIS G 0415 の 表1(検査文書の総括表) の 記号 2.3(受渡試験報告書) 又は 3.1.B(検査証明書 3.1.B) とする。 なお、9.2 についての報告は、受渡当事者間の協定による。 【附属書(参考) JISと対応する国際規格との対比表】 (表は割愛) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 当サイト内における、全ての文章及び画像等ファイルの著作権は、有限会社 長井技研にあります。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
無断転載、無断使用を禁じます(リンクはフリーです)。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Copyright(C)2026 Nagai Giken Co.,Ltd. All Rights Reserved. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||