|
小物・薄板の精密板金加工、試作加工 (有)長井技研 山形県長井市の町工場
|
|||||||||||||||||||||||
| 資料館(公差) >> 3.公差・幾何公差関連JIS規格概要 - その他の公差関連規格 |
|||||||||||||||||||||||
|
|||||||||||||||||||||||
|
|||||||||||||||||||||||
1.規定範囲 この規格は、寸法公差(長さ寸法及び角度寸法)と幾何公差との間の関係について規定する。 引用規格: ・ISO 286/1 ISO system of limits and fits - Part 1 : Bases of tolerances, deviations and fits (=) JIS B 0401 寸法公差及びはめあい ・ISO 2692 Technical drawings - Geometrical tolerances - Maximum material principle (=) JIS B 0023 最大実体公差方式 対応国際規格: ・ISO 8015 Technical drawings - Fundamental tolerancing principle 関連規格: ・ISO 1101 Technical drawings - Geometrical tolerancing - Tolerancing of form, orientation, location and run-out - Generalities, definitions, symbols, indications on drawings (=) JIS B 0021 幾何公差の図示方法 ・ISO 129 Technical drawings - Dimensioning - General principles, definitions, methods of execution and special indications (=) JIS Z 8317 製図における寸法記入方法 ・ISO 406 Technical drawings - Tolerancing of linear and angular dimensions (=) JIS Z 8318 製図における寸法の許容限界記入方法 2.適用分野 この規格で規定する原則は、図面及びそれに関連する技術文書における以下の項目に適用する。
3.参考規格 ISO 261/1 寸法公差方式及びはめあいほうしき - 第1部 : 公差、許容差及びはめあいの基本(1) (ISO system of limits and fits - Part 1 : Bases of tolerances, deviations and fits) ISO 1101 製図 - 幾何公差方式 - 形状、姿勢、位置及び振れの公差方式 - 一般事項、定義、記号、図面指示 (Technical drawings - Geometrical tolerancing - Tolerancing of form, orientation, location and run-out - Generalities, definitions, symbols, indications on drawings) ISO 2692 製図 - 幾何公差方式 - 最大実体公差方式(2) (Technical drawings - Geometrical tolerances - Maximum material principle) 注(1): 現在のところ(1985年)草案段階(ISO/R286-1962の改訂) 注(2): 現在のところ(1985年)草案段階(ISO 1101/2-1974の改訂) 4.独立の原則 図面上に個々に指示した寸法及び幾何特性に対する要求事項は、それらの間に特別の関係が指定されない限り、独立に適用する。 それゆえ何も関係が指定されていない場合には、幾何公差は形体の寸法に無関係に適用し、幾何公差と寸法公差は関係ないものとして扱う。 したがって、もし、
5.公差 5.1 寸法公差
この規格では、単独形体は一つの円筒面又は平行ニ平面の表面で構成されているものとする。 長さ寸法公差は、個々の形体間の幾何学的な関係を規制しない。例えば、長さ寸法公差は、立方体の側面の直角度を規制しないので、直角度公差を設計上の要求によって指示する必要がある。
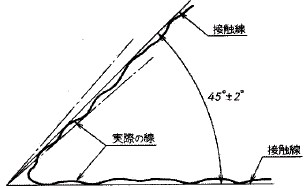 図1 角度寸法公差
そのため、幾何公差は、個々の形体の局部実寸法とは独立に適用する( 4. 参照)。幾何偏差は、その形体の横断面が最大実体寸法であるかどうかにかかわらず、最大値を採ることができる。 例えば、ある任意の横断面において最大実体寸法をもつ円筒軸は、真円度公差内でひずんだ形の偏差(lobed form deviation)をもつことができ、また真直度公差の大きさだけ曲がることも許される[ 図2(a) 及び 図2(b) 参照]。 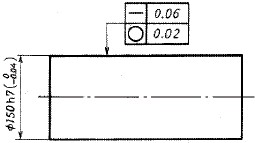 図2(a) 円筒軸における寸法公差及び幾何公差 (図面指示) 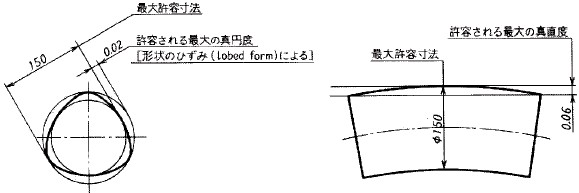 図2(b) 円筒軸における寸法公差及び幾何公差 (解釈) 6.寸法と幾何特性との相互依存性 寸法と幾何特性との相互依存性は、
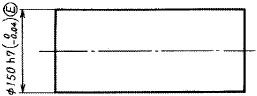 図3(a)
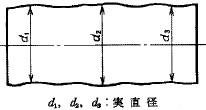 図3(b)
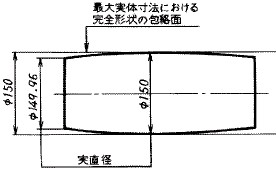 図3(c) 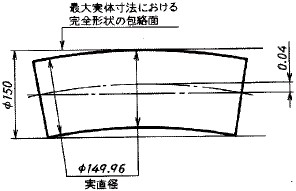 図3(d) したがって、すべての個々の実直径が最大実体寸法φ150である場合には、軸は正確に円筒形状でなければならない[ 図3(e) 参照]。 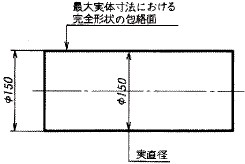 図3(e)
7.図面への適用
|
|||||||||||||||||||||||
|
|||||||||||||||||||||||
| 当サイト内における、全ての文章及び画像等ファイルの著作権は、有限会社 長井技研にあります。 | |||||||||||||||||||||||
無断転載、無断使用を禁じます(リンクはフリーです)。
|
|||||||||||||||||||||||
|
|
|||||||||||||||||||||||
| Copyright(C)2026 Nagai Giken Co.,Ltd. All Rights Reserved. | |||||||||||||||||||||||
|
|
|||||||||||||||||||||||