|
�����E���̐��������H�A������H �i�L�j����Z��
�R�`������s�̒��H��
|
|
|
�����فi�����j
>> �R�D�����E�����֘AJIS�K�i�T�v - ���̑��̌����֘A�K�i
|
|
|
|
|
|
|
�����[�}�̒��a�̐��@�����̌��ߕ�
���p�� �F
JIS B 4414:1998 ���[�}�̐��@�����̌��ߕ� |
|
|
- JIS B 4414:1998 ���[�}�̐��@�����̌��ߕ� �| Reamers -- Special tolerances for reamers
|
| �y ���[�}�̒��a�̐��@�����̌��ߕ� �z |
�P�D�K�p�K�i
���̋K�i�́A�n���h���[�}�iJIS B 4405�j�A�}�V�����[�}�iJIS B 4413�j �y��
�`���b�L���O���[�}�iJIS B 4402�j ���܂ރ��[�}�̒��a�̌����̌��ߕ��ɂ��ċK�肷��B
�Q�l�F
JIS B 4402�AJIS B 4405�AJIS B 4406 �y�� JIS B 4413 �ł́Am5 ��A���Am6 ��
B�� �ƋK�肵�Ă��邪�A�����̑Ή����ۋK�i�ł́Am6 �������K�肵�Ă���B
�Q�D���p�K�i
���Ɍf����K�i�́A���̋K�i�Ɉ��p����邱�Ƃɂ���āA���̋K�i�̋K��̈ꕔ���\������B�����̈��p�K�i�́A���̍ŐV�Łi�Ǖ���܂ށB�j��K�p����B
- JIS B 4402 �`���b�L���O���[�}
- ���l�F
- ISO 521:1975, Machine chucking reamers with parallel shanks or Morse taper
shanks ����̈��p�����́A���̋K�i�̊Y�������Ɠ����ł���B
- JIS B 4405 �n���h���[�}
- ���l�F
- ISO 236/I :1976, Hand reamers ����̈��p�����́A���̋K�i�̊Y�������Ɠ����ł���B
- JIS B 4406 �V�F�����[�}
- ���l�F
- ISO 2402:1972, Shell reamers with taper bore (taper bore 1:30 (included))
with slot drive and arbors for shell reamers ����̈��p�����́A���̋K�i�̊Y�������Ɠ����ł���B
- JIS B 4413 �}�V�����[�}
- ���l�F
- ISO 236/�U:1976, Long fluted machine reamers, Morse taper shanks ����̈��p�����́A���̋K�i�̊Y�������Ɠ����ł���B
�R�D���@�����̌��ߕ�
JIS B 4402�AJIS B 4405�AJIS B 4406 �y�� JIS B 4413 �ɂ����āA���[�}�̒��a�̋��e����
m5�iA���j ���� m6�iB���j �ƋK�肵�Ă��邪�A�����̃��[�}���ۏ��錊�a������O�����Đ��@���邱�Ƃ͕s�\�ł���B
���[�}�d�グ����錊�̎����@�́A�����ɂ͔��ɑ����̗v���ɍ��E�����B�����̗v���Ƃ��Ď��̂悤�Ȃ��̂���������B
- ���ނ̍ގ��ƃ��[�}��
- ���[�}�̐H�t���p
- �g�p���̃��[�}�̏��
- ��t�����@�y�щ��H���@
- �؍����
��������̌����d��郊�[�}�̐�����@�����肷��Ƃ��ɁA�����̗l�X�ȗv�����l������̂��]�܂����B
���������āA���ׂĂ̏����ɂ����āA���H���x��ۏł���W���I�� �h���ʁh
�Ȍ�����ݒ肷�邱�Ƃ͕s�\�ł���B
�������Ȃ���A��ꐫ�邽�߁A���H����錊�a�����ɑΉ��������[�}�̐��@���������肷�邽�߂ɁA���Ɏ������@���̗p���邱�Ƃ��]�܂����B
�R�D�P ���[�}�̐��@�����̌��ߕ�
IT�����̌��̏ꍇ
- �E���[�}���a�̍ő勖�e���@�́A���a�̍ő勖�e���@���� 0.15�~IT �����������̂ɓ������B
- 0.15�~IT �̒l�͂��ׂ� 0.001mm �P�ʂŐ�グ�Ċۂ߂�B
- �E���[�}���a�̍ŏ����e���@�́A���[�}�̍ő勖�e���@���� 0.35�~IT �����������̂ɓ������B
- 0.35�~IT �̒l�͂��ׂ� 0.001mm �P�ʂŐ�グ�Ċۂ߂�B
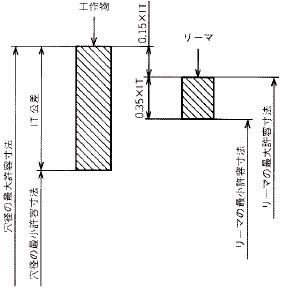
�}1 ���[�}�̐��@����
- �R�D�Q ���l
- �R�D�P �Ō��߂�ꂽ���@�����ȓ��ł���A���̋K�i�������������x�̃��[�}�삵�Ă��悢�B
�R�D�R ��̗�
- �R�D�R�D�P �y12H7�z �̌��̏ꍇ
- IT��0.018mm
- ���̑傫�� �F �ő� 12.018m�A �ŏ� 12.000mm
- ���[�}���a�̍ő勖�e���@�́A���̍ő勖�e���@��� 0.15�~IT �������l�ł���B
- 0.15�~0.018mm��0.0027mm
- ����́A0.003mm �Ɋۂ߂���B
- ���[�}���a�̍ő勖�e���@��12.018mm�|0.003mm��12.015mm
- ���[�}���a�̍ŏ����e���@�́A���̍ő勖�e���@��� 0.35�~IT �������l�ł���B
- 0.35�~0.018mm��0.0063mm
- ����́A0.007mm�Ɋۂ߂���B
- ���[�}���a�̍ŏ����e���@��12.015mm�|0.007mm��12.008mm
�Q�l�F
IT7 �y�� IT8 �����̌������H���郊�[�}�̐��@�������A��v���@�ɂ��Čv�Z���A�Q�l�\1
�y�� �Q�l�\2 �Ɏ����B
IT7 �����̌������H���郊�[�}�̌����́Am5 �ɂقڈ�v����B
�Q�l�\1 IT7 �����̌������H���郊�[�}�̐��@���� �i�P�� �F mm�j
| ���a |
IT7 ���� |
���[�}��
�ŏ����e���@ |
���[�}��
�ő勖�e���@ |
�Q�l m5 ���e�� |
3
6
10
18
30 |
0.010
0.012
0.015
0.018
0.021 |
3.004
6.005
10.006
18.008
30.009 |
3.008
6.010
10.012
18.015
30.017 |
3.002�`3.006
6.004�`6.009
10.006�`10.012
18.007�`18.015
30.008�`30.017 |
�Q�l�\2 IT8 �����̌������H���郊�[�}�̐��@���� �i�P�� �F mm�j
| ���a |
IT8 ���� |
���[�}��
�ŏ����e���@ |
���[�}��
�ő勖�e���@ |
�Q�l m6 ���e�� |
3
6
10
18
30 |
0.014
0.018
0.022
0.027
0.033 |
3.006
6.008
10.010
18.012
30.016 |
3.011
6.015
10.018
18.022
30.028 |
3.002�`3.008
6.004�`6.012
10.006�`10.015
18.007�`18.018
30.008�`30.021 |
|
|
| ���T�C�g���ɂ�����A�S�Ă̕��͋y�щ摜���t�@�C���̒��쌠�́A�L����� ����Z���ɂ���܂��B |
���f�]�ځA���f�g�p���ւ��܂��i�����N�̓t���[�ł��j�B

|
|
| Copyright(C)2026 Nagai Giken Co.,Ltd. All Rights Reserved. |
|