|
小物・薄板の精密板金加工、試作加工 (有)長井技研 山形県長井市の町工場
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 資料館(公差) >> 2.公差・幾何公差関連JIS規格概要 - 加工品の普通公差(普通寸法公差)、一般公差 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
序文 すべての構成部品の形体は、常に寸法及び幾何形状をもっている。寸法の偏差及び幾何特性(形状、姿勢及び位置)の偏差がある限界を超えると、部品の機能を損なうので、それらの偏差の制限を必要とする。 図面上の公差表示は、すべての形体の寸法と幾何特性の要素を確実に規制するために完全でなければならない。すなわち、工場又は検査部門において、採否判定が暗黙の了解のもとに任されることがないようにしなければならない。 寸法及び幾何特性に対する普通公差の使用によって、この必要条件を満たしていることを確認する業務を簡単にすることができる。 1.適用範囲 この規格は、図面指示を簡単にすることを意図し、個々に幾何公差の指示がない形体を規制するための三つの公差等級の普通幾何公差(general geometrical tolerance)について規定する。 この規格は、主として除去加工(removal of material)によって製作した形体に適用する。他の加工方法によって製作した形体にこれを適用することができるが、通常の工場で得られる加工精度がこの規格に規定された普通幾何公差内にあるかどうかについて確認することが必要である。 2.一般事項 公差等級を選ぶ場合、個々の工場で通常に得られる加工精度を考慮しなければならない。 個々の形体に対して、より小さな公差が要求される場合、又はより大きな公差が許容され、かつ、それがより経済的である場合には、そのような公差を ISO 1101 によって、直接指示するのがよい(附属書 A.2 参照)。 参考: ISO 1101 の規定内容は、JIS B 0021-1984(幾何公差の図示方法) と同等である。 この規格が 6. に従って図面又は関連文書に引用されるときに、この規格による普通幾何公差を適用する。 この普通幾何公差は、個々に幾何公差が指示されていない形体に適用する。 普通幾何公差は、円筒度、線の輪郭度、面の輪郭度、傾斜度、同軸度、位置度及び全振れを除くすべての幾何特性に適用する。 いずれにしても、この規格による普通幾何公差は、JIS B 0024 による公差表示方式の基本原則が使用され、図面上に指示されたときに用いる(附属書 B.1 参照)。
3.引用規格 次に掲げる国際規格は、この規格に引用されたことによって、この規格の規定を構成する。出版の時点では、表示された版が有効である。すべての規格は、改正されるものであり、この規格に基づくことに合意した関係者は、次に列挙する規格の最新版を適用する可能性を調べることに努めるのがよい。IEC 及び ISO の会員は、現行の国際規格の登録簿を維持管理している。 ISO 1101:1983 Technical drawings - Geometrical tolerancing - Tolerancing of form, orientation, location and run-out - Generalities, definitions, symbols, indications on drawings ISO 2768-1:1989 General tolerances - Part 1 : Tolerances for linear and angular dimensions without individual tolerance indications 備考: JIS B 0405-1991 (普通公差 - 第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差) がこの国際規格と一致している。 ISO 5459:1981 Technical drawings - Geometrical tolerancing - Datums and datum-systems for geometrical tolerances ISO 8015:1985 Technical drawings - Fundamental tolerancing principle 備考: JIS B 0024-1998(製図 - 公差表示方式の基本原則) がこの国際規格と一致している。 4.用語の定義 この規格の目的に対して、幾何公差の用語の定義は、ISO 1101 及び ISO 5459 による。 参考: ISO 1101 及び ISO 5459 の規定内容は、それぞれ JIS B 0021-1984 及び JIS B 0022-1984(幾何公差のためのデータム) と同等である。 5.普通幾何公差 (附属書 B.1 参照) 5.1 単独形体に対する普通公差
表1 真直度及び平面度の普通公差 (単位 : mm)
円筒度は、三つの構成要素、すなわち、真円度、真直度及び相対向する母線の平行度からなる。これらの構成要素のそれぞれは、個々に指示した公差又はその普通公差によって規制される。 備考2. 機能的理由から、円筒度が真円度、真直度及び平行度の普通公差の複合効果(附属書 B.3 参照)よりも小さくなければならない場合には、ISO 1101 によって、個々に円筒度公差を対象とする形体に指示するのがよい。
5.2 関連形体に対する普通公差
同軸度は、半径方向の円周振れが同軸度と真円度とからなるので、極端な場合には、表4 に示す円周振れ公差の値と同じ大きさでよい。
6.図面上の指示
b) JIS B 0405 による公差等級 c) この規格による公差等級 例: JIS B 0419-mK 参考: ISO 2768-2 では、” JIS B 0419 ” を ” ISO 2768 ” と表示している。 この場合、暗示されてはいるが、角度数値が指示されていない直角(90°)に対しては、JIS B 0405 による角度寸法に対する普通公差は適用しない。
備考: 包絡の条件 E は、形体の寸法公差よりも大きい真直度公差を個々に指示した形体、例えば、素形材(stock material)には適用できない。 注(1): この規格では、単一のサイズ形体は、一つの円筒面又は平行ニ平面からなるものとする。 7.採否 特に明示した場合を除いて、普通幾何公差を超えた工作物でも、工作物の機能が損なわれない場合には、自動的に不採用としてはならない(附属書 A.4 参照)。
【附属書A 幾何特性に対する普通公差表示方式の背景にある概念(参考)】 A.1 普通公差は、本体 6. に基づき、この規格を引用することによって、図面上に指示するのがよい。 普通公差の値は、工場の通常の加工精度の程度に対応したものであり、適切な公差等級を選び、図面上に指示される。 A.2 工場の通常の加工精度に対応する公差値を超えて公差を大きくしても、通常、生産の経済性における利益は得られない。いずれにしても、工場の機械及び普通の技能によれば、通常、大きな偏差をもつ形体を製造することはない。例えば、JIS B 0419-mH に等しいか、又はそれより良い、通常の加工精度をもつ工場で製造した長さ80mmで、直径25mm±0.1mmの形体は、幾何偏差が真円度に対しては0.1mm以内に、母線の真直度に対しては0.1mm以内に、半径方向の円周振れに対しては0.1mm以内によく入っている(これらの数値は、この規格から採用している)。より大きな公差を指示したとしても、その特定の工場に利益をもたらすことはない。 しかし、機能的理由によって、形体に”普通公差”よりも小さい公差値を要求する場合には、その特定の形体に対して、個々に隣接して、より小さな公差を指示する。この種の公差は、普通公差の適用範囲外である。 形体の機能が普通公差の値に等しいか、又はそれより大きい幾何公差を許容する場合には、公差を個々に指示しないで、本体 6. に規定したように図面上に明示するのがよい。この種の公差は、普通幾何公差方式の概念を最大限に使用できる。 機能が普通公差よりも大きな公差を許容し、かつ、より大きな公差が生産上の経済性をもたらす場合には、”規則の例外”がある。これらの特別な場合には、より大きな幾何公差をその特定の形体に隣接して個々に指示するのがよい。例えば、大きい直径で薄いリングの真円度公差がその例である。 A.3 普通幾何公差の適用には、次の利点がある。
そのためには、工場では次のことを行うのがよい。
A.4 機能によって許容される公差は、普通公差よりも大きいことがしばしばある。そのため、工作物のいずれかの形体で普通公差を(ときおり)超えても、部品の機能が必ずしも損なわれるとは限らない。普通公差から逸脱し、機能を損なうときだけ、その工作物を不採用にする。
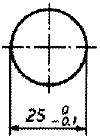
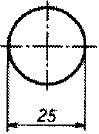
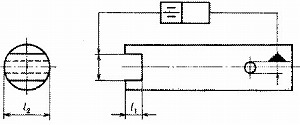
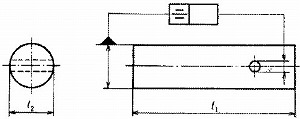
【附属書B 追加情報(参考)】 B.1 普通幾何公差(本体 5. 参照) 独立の原則(JIS B 0024 参照)によって、普通幾何公差は工作物の形体の個々の実寸法をは関係なく適用する。したがって、普通幾何公差は形体がどこにおいても、その最大実体寸法にあるときでも用いてよい(図B.1 参照)。 包絡の条件 E が形体に個々に指示されるか、本体 6. による指示方法によって、すべてのサイズ形体に一括して指示される場合には、この要求に従うのがよい。 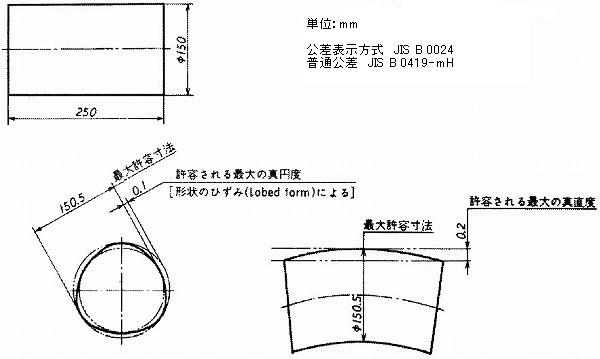 図B.1 独立の原則、同一形体上の許容される最大の形状偏差 B.2 真円度(本体 5.1.2 参照) - 適用例 例1. (図B.2 参照) 直径の寸法許容差を図面に直接指示する。真円度に関する普通公差は、直径公差の値に等しい。 例2. (図B.2 参照) JIS B 0419-mK という指示による普通公差を適用する。25mmの直径に対する許容差は±0.2mmである。この許容差から、公差は本体 表4 の値0.2mmよりも大きい値0.4mmになる。したがって、その値0.2mmを真円度公差に対して適用する。
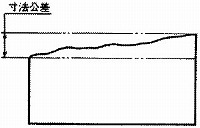
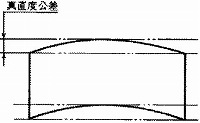
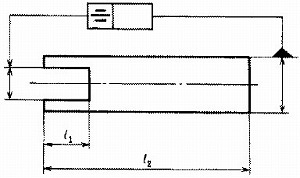
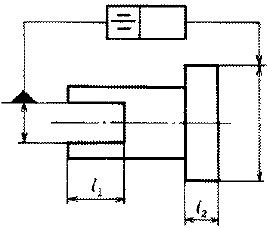
B.3 円筒度(本体 5.1.3 の備考2.参照) 真円度、真直度及び平行度の普通公差の複合効果は、寸法公差によるある制限があるので、幾何学的理由のため三つの公差の合計よりも小さい。しかし、包絡の条件 E 又は個々の円筒度公差のいずれを指示するかを決めるために、簡単化のために三つの公差の合計を考慮に入れることができる。 B.4 平行度(本体 5.2.2 参照) 形体の偏差の形によって、平行度は寸法公差の値によって制限されるか(図B.3 参照)、又は真直度公差若しくは平面度公差の値によって制限される(図B.4 参照)。
B.5 対称度(本体 5.2.4 参照) - 例
B.6 図面例 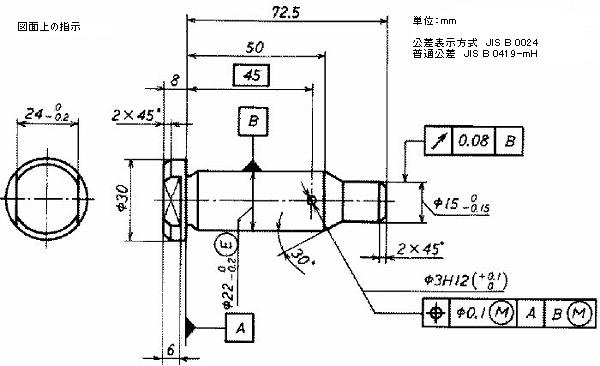 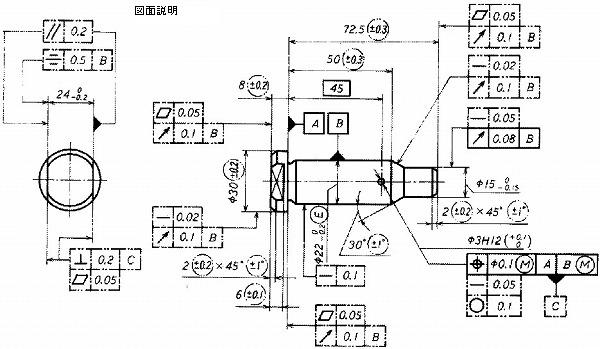 図B.6 図面上の普通公差の例 備考1. 細い二点鎖線(枠又は円)で囲んで示した公差は、普通公差である。これらの公差の値は、JIS B 0419-mH に等しいか、又はそれより良い通常の加工精度をもつ工場で機械加工することによって自動的に満足され、したがって、一般には検査は要求されない。 備考2. ある公差は同じ形体の別の種類の偏差も制限する(例えば、直角度公差が真直度も制限する)ので、すべての普通公差が上記の図面の説明の中に示されているわけではない。 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 当サイト内における、全ての文章及び画像等ファイルの著作権は、有限会社 長井技研にあります。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
無断転載、無断使用を禁じます(リンクはフリーです)。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Copyright(C)2026 Nagai Giken Co.,Ltd. All Rights Reserved. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||